FAQ | Häufig gestellte Fragen im dentalen 3D-Druck
Warum hält mein Modell nicht an der Bauplattform?
Dies kann mehrere Gründe haben:
- Der Drucker ist nicht richtig gelevelt und hat entweder einen zu weiten Abstand von der Bauplattform zum Boden (Folie) der Resinwanne oder steht schräg zum Wannenboden. Dies können Sie mit einem Blatt Papier oder mit Handelsüblichen Fühlerlehren kontrollieren. Es sollte überall derselbe Abstand (ca. 0,1 – 0,25 mm je nach 3D-Drucker) zum unteren Boden (Glasboden oder LCD-Display) sein.
- Die ersten Schichten des Bauteils werden adhäsiv an die Bauplattform „gebrannt“. Dafür werden die Belichtungszeiten der ersten Schichten um ein Vielfaches höher angesetzt, um einen guten Verbund zur Bauplattform zu schaffen. Wenn die ersten Schichten nicht halten, ist es zu empfehlen, die Bodenbelichtungszeiten höher zu setzen.
Warum sind die ersten Schichten gedruckt und der Rest klebt am Wannenboden des Resintanks?
- Die eingestellte „normale Belichtungszeit“ reicht nicht aus, um einen Verbund zu den davor gedruckten Boden-Schichten herzustellen. Die Schichten verbinden sich somit nicht, so dass die Schichten am Wannenboden kleben. Durch das Erhöhen der „normalen Belichtungszeiten“, kann dieser Verbund verbessert werden. Hier reichen oft kleine Anpassungen.
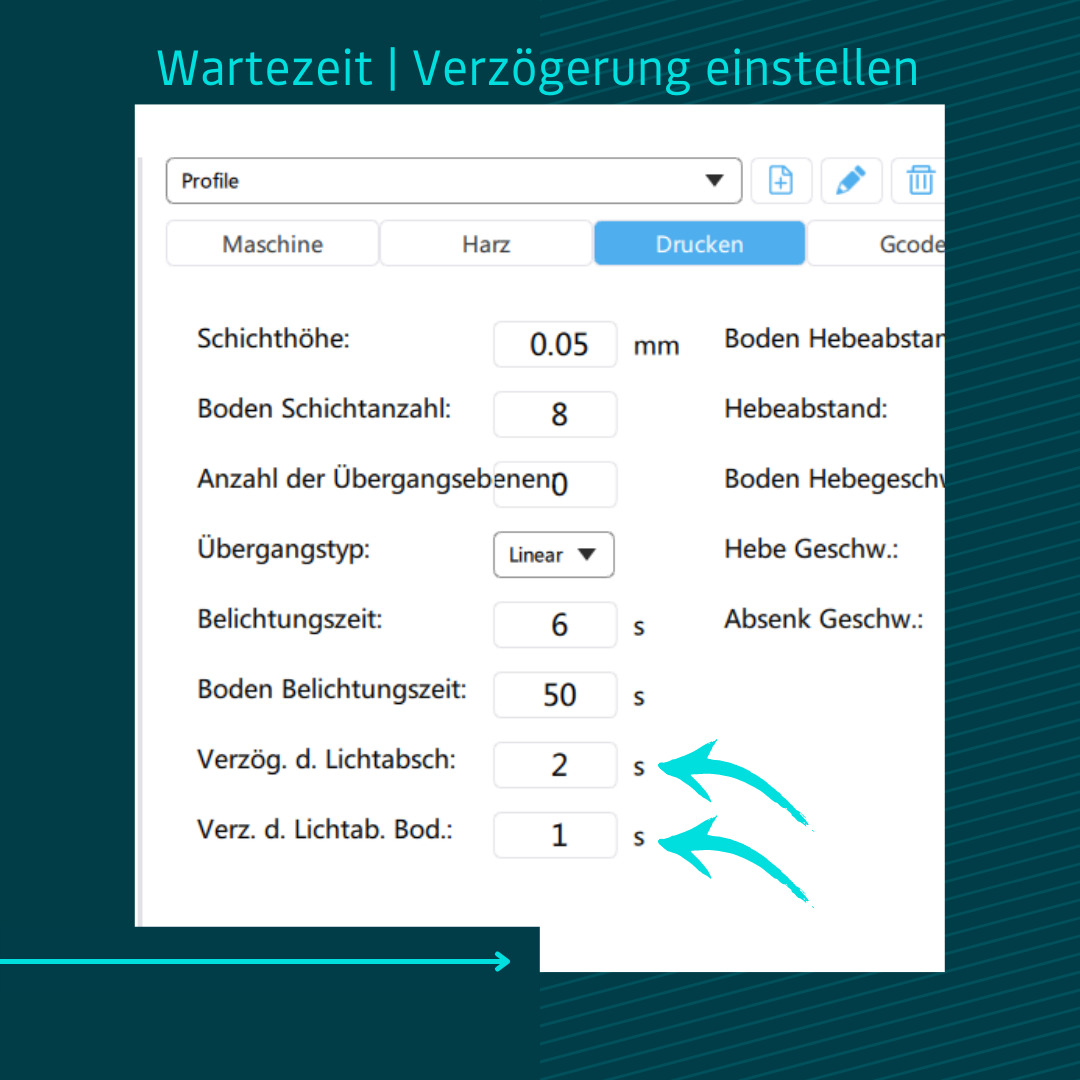
- Nach jeder Belichtungsphase klebt das ausgehärtete Material zunächst an der Bauplattform und an der Folie der Resinwanne. Durch das Hochziehen der Bauplattform wird die Folie gedehnt und löst sich von den Modellen ab. Vergleichbar ist dies mit einem Saugnapf, der von einer Fliese gelöst wird. Das Geräusch, welches dabei oft zu hören ist, ähnelt einem Klettverschluss oder einem leichten Ploppen. Dieses Geräusch ist vollkommen normal und ist ein gutes Zeichen. Wenn jedoch der Trennvorgang zu schnell passiert, kann es sein, dass sich Teile von der Bauplattform lösen und am Wannenboden hängen bleiben. Hier empfiehlt es sich, die Geschwindigkeit der hochfahrenden Bauplattform zu verringern.
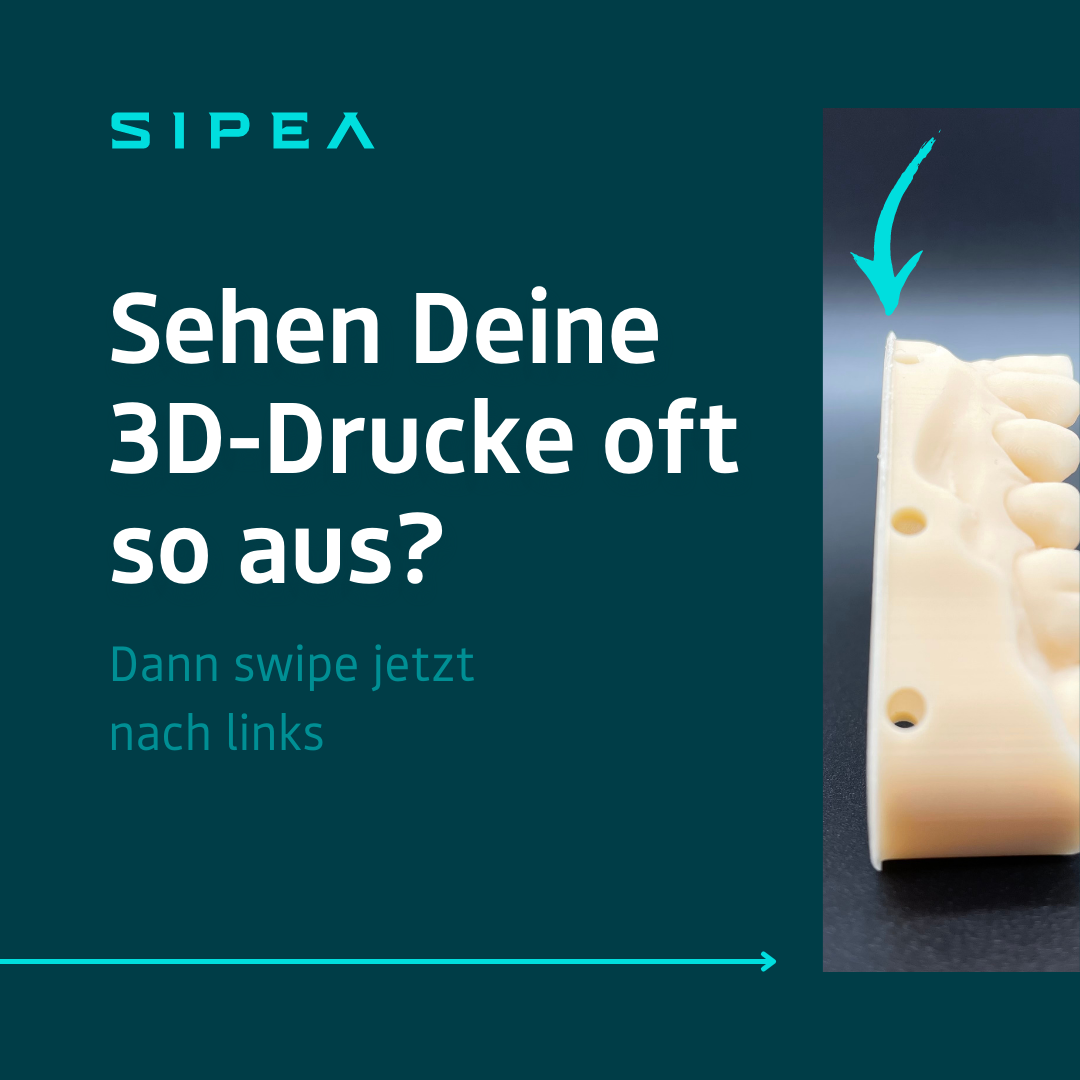
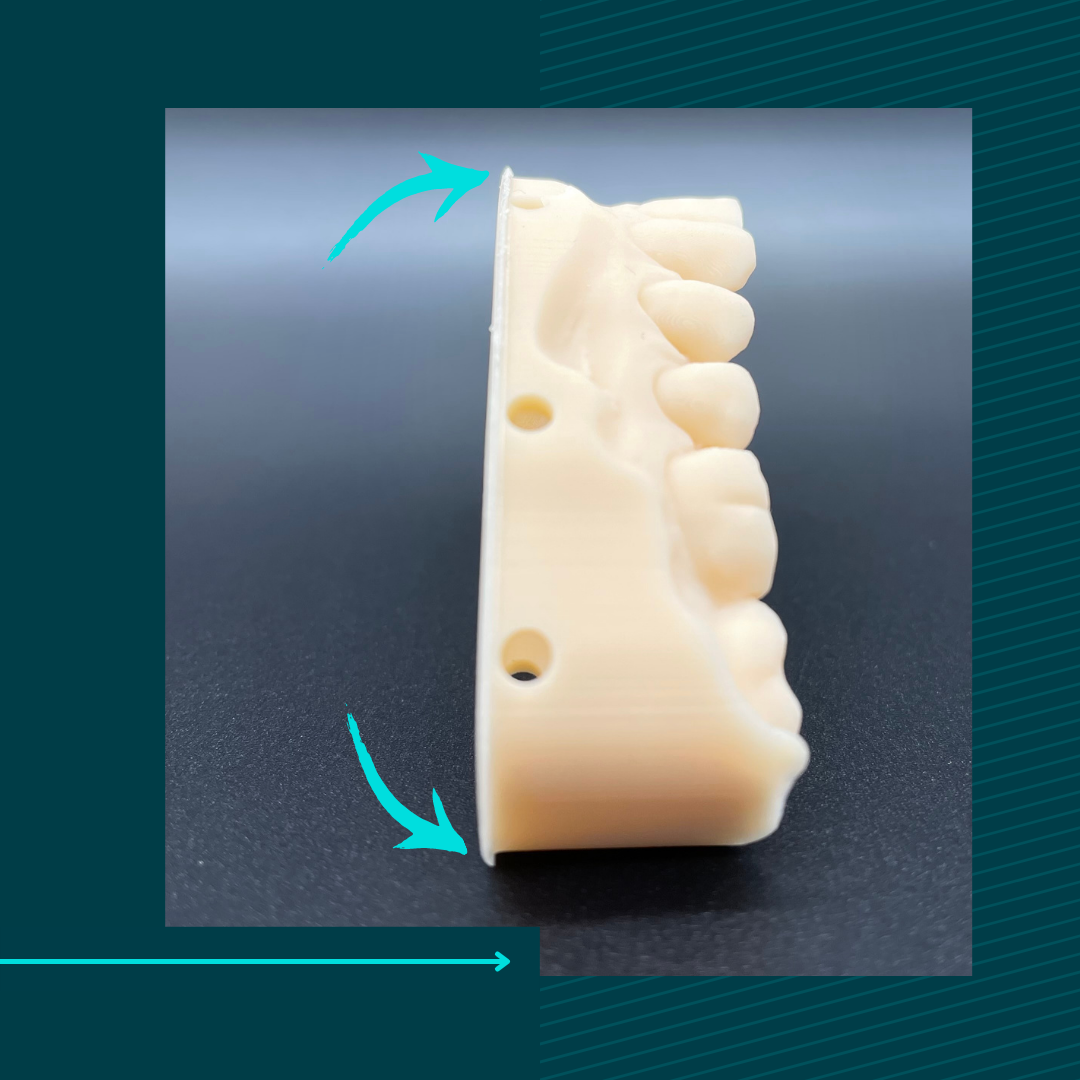
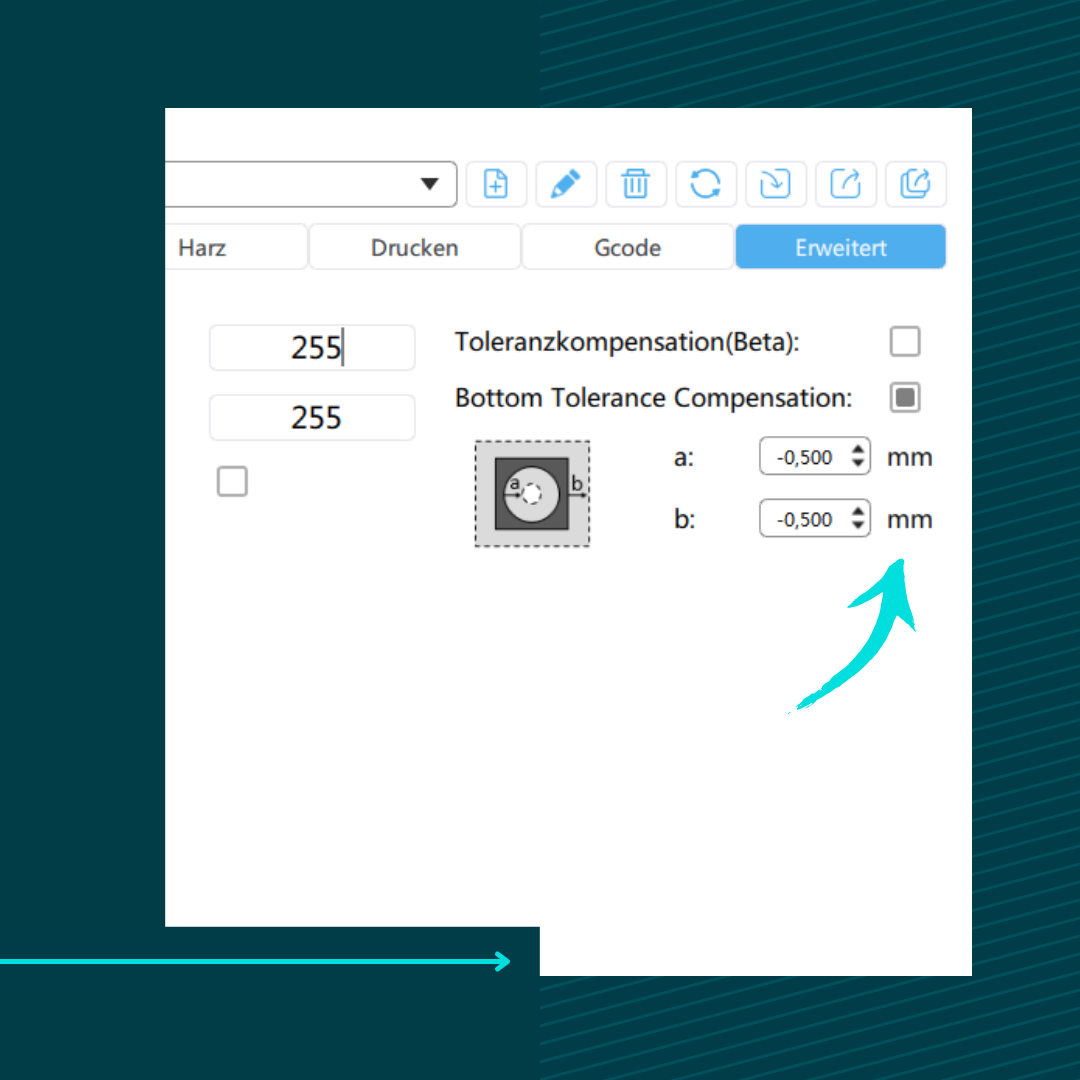
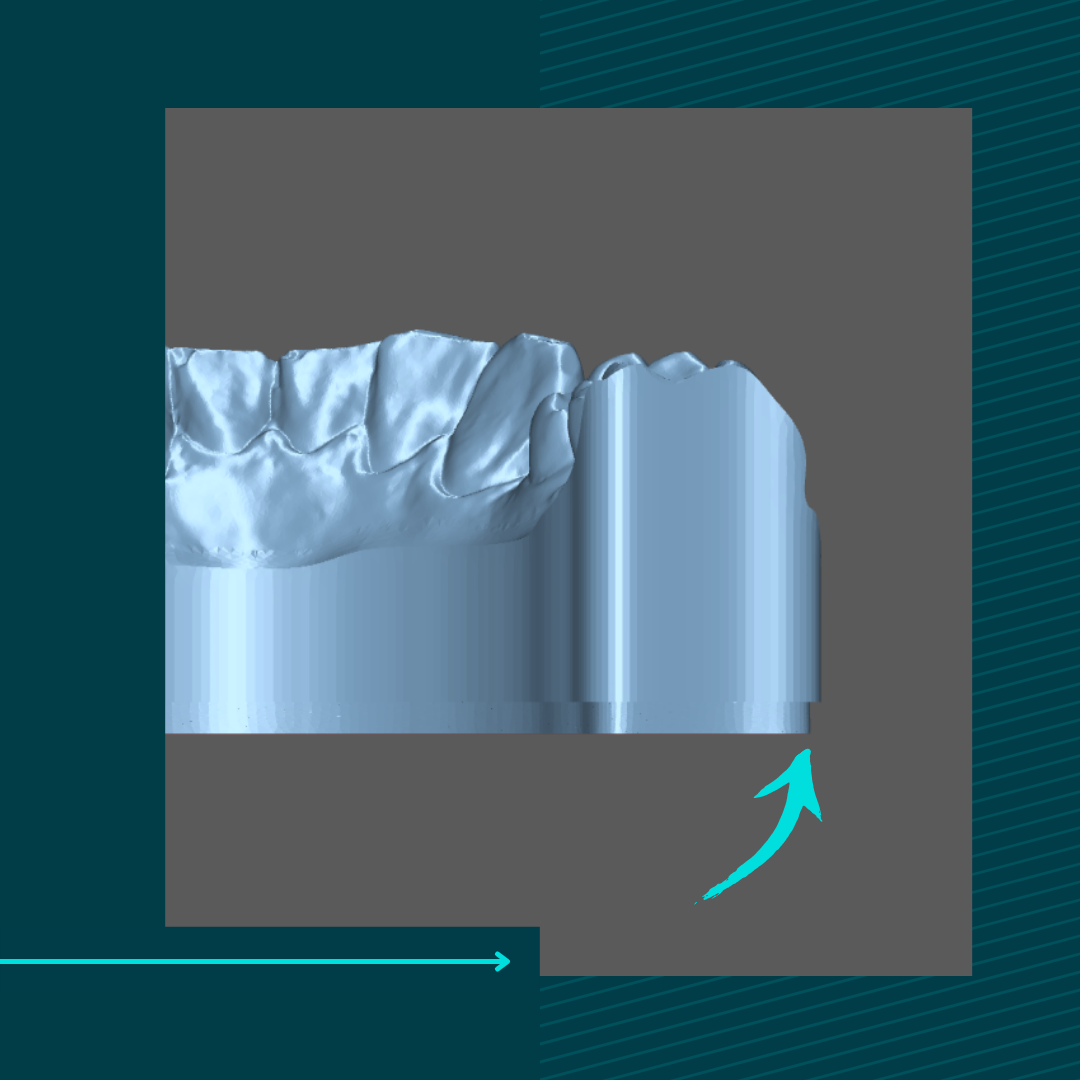
Warum haben meine Modelle nach dem Drucken unten am Sockel eine Kante?
Die ersten Schichten (Boden-Schichten) werden wesentlich länger belichtet als der Rest des Druckes. Grund dafür ist, dass das Bauteil sonst nicht ausreichend an der Bauplattform haftet. Durch die längeren Belichtungszeiten streut das Licht allerdings auch länger um die in diesem Moment eigentlich zu druckende Fläche herum. Dadurch werden Flächen ausgehärtet, welche eigentlich nicht gedruckt werden sollen. Die gedruckte Fläche vergrößert sich somit. Oftmals wird dieses Phänomen als Elephant´s Foot bezeichnet.
Warum habe ich horizontale „Striche“ in meinem gedruckten Modell?
- Beim Drucken fährt die Bauplattform nach jeder Schicht hoch, um 1. die Bauteile vom Wannenboden zu trennen und 2. wieder neues Material nachfließen zu lassen. Wenn sich zu wenig Material in der Wanne befindet und das Modell aus der Flüssigkeit gezogen wird, kommt die Druckkante mit Sauerstoff in Verbindung und kann reagieren. Dies passiert meist bei Materialien, welche einen hohen Methacrylat-Anteil haben (oftmals Medizinprodukte). Stellen Sie sicher, dass Sie genug Resin | Harz vor dem Druckvorgang in ihren Tank gefüllt haben.
- Durch das Nachfüllen von Harz während des Druckvorgangs können „Striche“ auftreten. Sollte dies nicht notwendig sein, sollten Sie die Wanne erst nach dem Druckvorgang neu befüllen.
Warum halten meine Druckobjekte zu sehr auf der Bauplattform und wie bekomme ich sie runter?
- Verringern Sie die Boden-Belichtungszeiten. So verringert sich die Haftung.
- Es gibt gute Werkzeuge um das Ablösen der Modelle von der Bauplattform zu vereinfachen. Zum Beispiel empfehlen wir einen Klingenschaber. Zusätzlich können Sie mit leichten Hammerschlägen auf das Griffende der Lösehilfe das Bauteil lösen.
Wie muss ich mein gedrucktes Objekt nacharbeiten?
- Nach dem Drucken ist das Modell mit einer Dispersionsschicht von dem Druckmaterial überzogen, welches abgewaschen werden muss. Dies geschieht in einem dafür vorgesehen Reinigungsbad oder in einem Ultraschallreiniger. Das Gerät ist entweder mit Isopropanol oder mit einem speziellen 3D-Druck-Reiniger zu füllen. Oftmals werden zwei Reinigungsdurchgänge durchgeführt. Eine Vorreinigung und eine Nachreinigung in einem zweiten Gefäß bzw. Gerät. Wir empfehlen eine Reinigungzeit von 2 + 2 Minuten, jedoch nicht länger als 5 Minuten.
- Nach dem Reinigen muss das 3D gedruckte Objekt trocknen. Hier empfiehlt es sich, dass Bauteil trocken zu blasen. Entweder mit Druckluft oder mit dem von uns empfohlenen Akku Trocknungsgebläse.
- Die Endhärtung des 3D gedruckten Objekts übernimmt ein Lichthärtegerät. Eine Übersicht von verschiedenen Härtegeräten finden Sie HIER. Die Nachhärtezeit variiert bei den unterschiedlichen Materialien und kann den Gebrauchsanweisungen der jeweiligen Hersteller entnommen werden.
Wenn Sie Fragen zum Druck-Prozess haben, können Sie uns jederzeit anrufen. KONTAKT
Es hat sich eine “Haut“ in meinem Resintank gebildet! Was soll ich tun?
Die 3D-Drucker sind mit UV-beständigen Scheiben versehen. Bei starker Sonneneinstrahlung oder einer sehr hellen Beleuchtung des Raumes, kann es jedoch dazu kommen, dass dennoch UV-Strahlen durch die Schutzverkleidung des 3D-Druckers gelangen.
Tipp: Drehen Sie den Drucker von der Lichtquelle weg und vermeiden Sie einen direkten Einfall von Sonnenlicht.
Wie lange kann man das Harz im Resintank verwenden, ohne es in die Flasche zurückzufüllen?
Vom Prinzip her muss das Material nicht zurückgekippt werden. Auch wenn das Resin mehrere Tage / Wochen unbenutzt bleibt. Dabei ist zu beachten, dass es lichtgeschützt aufbewahrt werden sollte. Wenn Sie wieder drucken wollen, müssen Sie das Harz jedoch neu durchmischen. Dies kann man sehr gut mit einer Visitenkarte oder einem Kunststoff-Spachtel machen. Mischen Sie die Flüssigkeit für etwa 1-3 Minuten durch, bis die Flüssigkeit wieder Homogen ist. Auch empfiehlt es sich, das Material grundsätzlich vor der Inbetriebnahme noch einmal durchzumischen.
Warum verschlechtert sich die Druckqualität mit der Zeit?
- Beim Lösen der Bauteile von der Resinwanne/Folie während des Druckprozesses, zieht der 3D-Drucker nach jeder gedruckten Schicht leicht an der Folie, wodurch diese gedehnt wird. Wenn die Folie ihre Straffheit verliert, kann es sein, dass Ihre dentalen 3D-Druck-Objekte weniger genau gedruckt werden.
- Mit der Zeit nimmt die Transparenz der Folie ab. Infolge dessen kann es sein, dass Druckqualität und Druckgeschwindigkeit nachlassen
Was mache ich nach einem Fehldruck?
- Bei uns anrufen und wir gehen gemeinsam auf Fehlersuche :D
- Die Bauplattform von den Druckresten befreien und reinigen.
- Das Resin mit einem Farbfilter zurück in die Flasche gießen, um zu verhindern, das eventuelle Partikel zurück in den Druckkreislauf gelangen.
- Die Resinwanne von ausgehärtetem Material am Wannenboden befreien.
- Die Resinwanne reinigen.
- Den Baujob neu slicen und drucken.